2026 Top Vacuum Pump Buying Guide for Global Buyers?
In the rapidly evolving world of industrial equipment, selecting the right vacuum pump is crucial. A vacuum pump plays a vital role in various applications, from pharmaceuticals to food packaging. Understanding the key features of vacuum pumps helps global buyers make informed decisions.
Proper evaluation of power, efficiency, and reliability is essential. Not all vacuum pumps are created equal. Some models may not meet specific industry requirements. Buyers should consider their unique needs before making a purchase. Researching brands and reading user reviews can provide valuable insights.
However, buying a vacuum pump isn't without its challenges. The market is filled with options, leading to confusion. Understanding the specifications, warranty details, and support services is complex. Mistakes can be costly, highlighting the need for careful thought and thorough research.
Understanding Different Types of Vacuum Pumps for Global Buyers
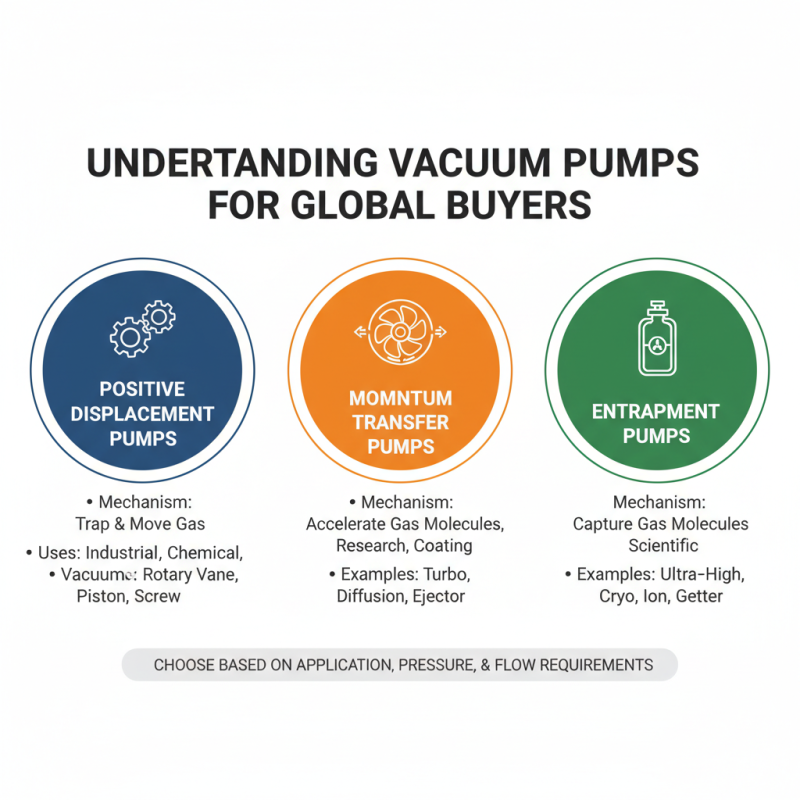
When considering vacuum pumps, understanding their types is crucial for informed decisions. There are several categories, each serving specific needs. The most common types include positive displacement pumps, momentum transfer pumps, and entrapment pumps. Each type operates differently and has distinct applications, from industrial use to laboratory settings.
Positive displacement pumps work by trapping a fixed volume of gas and then expelling it. They are efficient for low vacuum applications. Momentum transfer pumps, such as turbomolecular pumps, are ideal for high vacuum scenarios. These use high-speed blades to transfer momentum to gas molecules, making them suitable for research and development. Entrapment pumps capture gas molecules using solid or liquid materials, efficiently maintaining vacuum in various setups.
Choosing the right pump can be challenging. It requires a clear understanding of your specific requirements. Consider factors like operating pressure, gas composition, and required flow rates. Often, buyers overlook maintenance needs, which can lead to costly downtimes. Always evaluate the long-term operating costs against initial investment. Balancing these aspects can improve decision-making in your vacuum pump purchase.
Key Factors to Consider When Buying a Vacuum Pump
When choosing a vacuum pump, several key factors demand attention. Efficiency is a major consideration. An efficient pump minimizes energy costs and improves processing time. Assess the pump’s performance metrics, such as flow rate and ultimate vacuum level. These numbers will guide you in finding a pump that meets your specific needs.
Another important aspect is the material construction of the pump. Various applications require different durability levels. A pump made with corrosion-resistant materials may be essential for certain environments. Also, pay attention to noise levels. Some vacuum pumps operate quietly, while others produce significant noise. Evaluating this can lead to a more pleasant working environment.
Maintenance requirements cannot be overlooked. Understanding how often the pump needs servicing is vital. Some pumps might promise low maintenance but can fail unexpectedly. Regular checks and timely servicing prevent costly downtimes. Consider the warranty terms as well, which can offer insight into the manufacturer's confidence in their product. These aspects reflect reliability and build trust in your purchasing decision.
2026 Top Vacuum Pump Buying Guide for Global Buyers
| Factor |
Description |
Importance Level |
Recommended Specifications |
| Pump Type |
Selecting the right type (rotary vane, diaphragm, scroll, etc.) for the application. |
High |
Specific for your application's vacuum range and volume. |
| Pumping Speed |
Measured in liters per second (L/s), it dictates how quickly the pump can achieve the desired vacuum. |
Medium |
Typically 10-100 L/s, depending on the application. |
| Ultimate Vacuum |
The lowest pressure the pump can achieve, crucial for high-vacuum applications. |
High |
As low as 10^-2 to 10^-7 mbar for specific applications. |
| Energy Efficiency |
Lower power consumption which translates to reduced operational costs. |
Medium |
Look for models with energy-saving certifications. |
| Maintenance Requirements |
Assess how often the pump needs service and availability of parts. |
High |
Choose pumps with easy access to components. |
| Noise Level |
Quiet operation is essential in certain work environments. |
Medium |
Below 70 dB is often desirable for peace in the workspace. |
Comparing Performance and Efficiency of Leading Vacuum Pump Brands
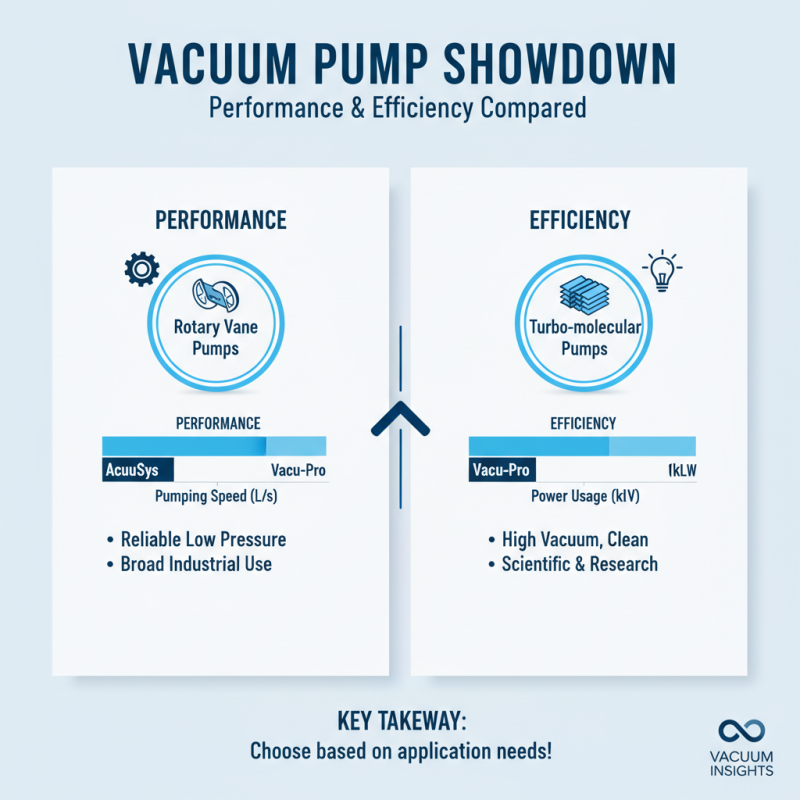
When selecting a vacuum pump, performance and efficiency are crucial. Different brands offer varying technologies that impact their effectiveness. For instance, rotary vane pumps are known for their reliability in achieving low pressures. They work efficiently in many industrial applications, drawing significant attention from buyers.
In contrast, diaphragm pumps stand out with their unique design. They deliver clean vacuum and are less likely to contaminate processes. However, their efficiency drops at higher pressures. This difference is vital for industries with strict purity standards. Each type offers something unique, yet no pump fits all situations perfectly.
Understanding these variations helps buyers make informed choices. Efficiency ratings, noise levels, and maintenance requirements are often overlooked yet essential factors. Engaging with experts can shed light on the nuances of performance. Buyers may find themselves reflecting on their choices, questioning if the selected model aligns with their needs completely.
Maintenance Tips for Optimal Vacuum Pump Functionality
Proper maintenance is crucial for ensuring the optimal functionality of your vacuum pump. Regularly inspect the pump for any signs of wear or damage. Check the seals, gaskets, and hoses for leaks. A simple visual inspection can prevent major issues down the line. Remember, keeping your pump clean is essential. Dust and debris can accumulate, affecting performance.
It's also vital to monitor the operating temperature. If the pump overheats, it can lead to significant malfunctions. Ensure that ventilation is adequate. Cooling fans and heat sinks should be clean and functioning. Don't overlook the oil if your pump requires lubrication. Change it according to maintenance schedules. Dirty oil can cause internal damage and loss of efficiency.
Lastly, training staff on proper usage is important. Misuse can cause unexpected breakdowns. Encourage staff to report any irregular sounds or vibrations. Keeping a maintenance log can help track issues over time. Reflection on past problems can guide future decisions. Ensuring consistent maintenance will enhance the longevity of your vacuum pump.
Future Trends in Vacuum Pump Technology for Global Markets
The vacuum pump industry is evolving rapidly. As of 2023, the global market was valued at around $2.5 billion, with expected growth rates of roughly 5% annually through 2028. New technologies are reshaping this sector. Enhanced energy efficiency and automation are key trends gaining traction.
One significant advancement is the integration of IoT with vacuum systems. This trend enables real-time monitoring and predictive maintenance. A report from MarketWatch highlights that IoT adoption could lead to a 20% reduction in operational costs for manufacturers. However, integrating these technologies poses challenges, including high initial investment costs and the need for skilled workforce training.
Sustainability is also a growing focus. According to a recent study, about 30% of vacuum pump users now prioritize eco-friendly options. This shift challenges companies to innovate while balancing cost-effectiveness. The transition to greener technologies can be slow. Many users remain hesitant due to upfront costs and uncertain long-term savings. The future of vacuum pump technology will depend on overcoming these hurdles while meeting market demands.